|
|
|||||||||||||||||||||||||||||||||||||





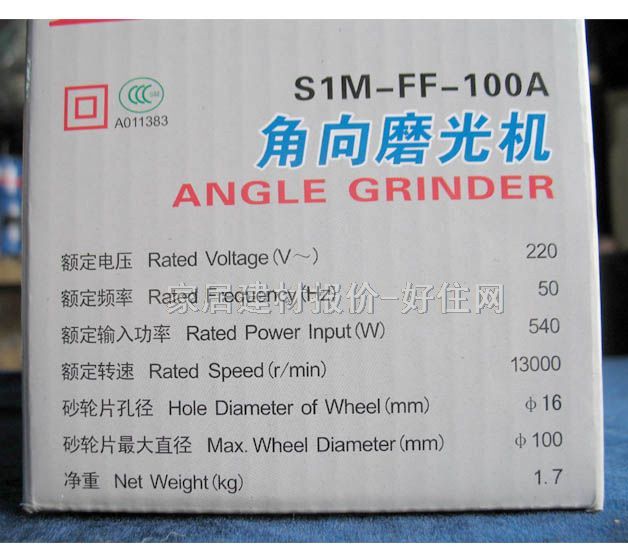
S1M-FF-100A 角向磨光机 额定电压Rated Voltage(V~) 220 产品优势:可一机多用 郑重承诺:本品为正品东成,电机是和博世配套电机,轴承采用日本NSK高速轴承,外壳采用高强尼龙塑料,整体性能优于国内其他同类产品,带防伪标贴。全国各大中小城市都有经销商,维护方便。 |
| 该信息由新创佳五金电动工具商行提供 |
“砂光机”就是完成砂光工作时用到的机械设备,涉及行业广泛品类极其繁多,但是业内人士普遍把带自动进料系统的叫做砂光机,其他的叫做砂带机、砂轮机、抛光机等等。砂光和打磨是同意词,都是指对一些不平整、厚度不均、不符合工艺要求的材料与物件,通过砂布、砂轮、砂纸、百洁布、不织布抛光轮等物理去除的方式,使之更加的光滑平整、厚度均匀一致,工艺使之达标的一种方法、运用于各种贴面工艺生产、标准结构件制作、玩具工艺品行业、装修和家具行业、地板墙板建材行业等等。
分类:
1、盘式砂光
盘式砂光又叫风车砂光、砂轮砂光,优点是通常可以进行异型砂光;缺点是散热性能差易粘结,砂光效率低。
盘式砂光机、砂轮机、角磨机、打磨机
a、 大型的有“台式风车砂光机”,但是由于砂光效率低、更换砂布不方便、不好操作,因此使用的人越来越少。
b、 小型的有:电动角磨机、气动角磨机、电动手砂轮、气动手砂轮、电动电磨、起动电磨、台式砂轮机等,这些小型砂光打磨器械,因为体积小巧、携带方便、操作简便,在各行各业运用广泛。但是效率还是偏低。
2、带式砂光
带式砂光又叫砂带砂光,优点是散热性好、砂光效率高、运用广泛、适合砂光平面与比较规则的物件,但是对异形物件的砂光就不好操作。
a、手工操作砂带机、比如:立式砂带机、卧式砂带机、立卧式砂带机、震荡砂带机、立卧震荡砂带机、手提式砂带机,押带式砂带机等,这些设备相对操作简单,但是没有自动进料系统,不能和流水线自动对接,纯手工操作劳动强度大、功效较低、但是造价低廉,因此应用最为广泛。
b、带自动进料的砂光机、比如:木工重型砂光机、木工高架砂光机、底漆砂光机、石材砂光机、钢板砂光机、玻璃砂光机、等等,这些机型的共同特点就是都有自动进料系统、多磨头有机组合加工柔性好、自动化程度高、可以与自动流水线连接、生产效率高、但造价较高。 3、百洁布、不织布、布轮打磨 特点是磨削低下,砂削量大的工艺不宜应用,主要运用于抛光工艺方面
百洁布、不织布、抛光打磨
a、手动使用的有:砂轮机、角磨机、等
b、也可制造成辊的形式,有机的融合配套到自动化的砂光机里使用
砂光机操作注意事项:
1、砂光机在运行当中 砂盘、砂轮、砂带、抛光轮,随时都有破裂与炸裂的可能,砂光机毛刷(20张)操作时必须佩戴眼镜、头盔面罩等相应的防护用具
2、机器在运行当中,手脚严禁触碰砂带、砂轮、磨头、抛光轮等
3、无有效防护的措施的机子不可使用
4、砂光时会产生大量的粉尘,要佩戴口罩使用
5、砂光设备要安装在干燥、通风、无眼光直射的地方
6、自动化砂光机使用时,要有配套的除尘设备,否则极易发生故障、损坏设备、影响生产。
7、带式砂光有发现砂带跑偏时,应及时调节。
8、轮式砂光一定要确认砂轮的准确运行方向,锁紧砂轮防止砂轮飞出。
自动木工砂光机常见故障分析及排除
机器在运行过程中,经常会出现一些故障,但是这些应及时排除,但如果处理不当,可能会影响生产,增加成本。这就要求操作人员必须熟悉操作章程,熟练操作,及时排除。有些故障发现时并不严重,但如果不做适当处理,就会引发大的故障,严重影响生产。下面对砂光机常见故障进行分析。
1、砂带跑偏、一般由于调整不当引起,正常的砂带摆动应该是摆幅为15-20mm,摆频为15-20次/分,摆速适中且摆进摆出速度一致。如果处在非正常状态,时间一长,可能出现跑偏现象,尤其是摆进摆出速度不一致,更易引发异常停机现象;光电开关损坏、电磁阀损坏、摆动气缸缸损坏。吸尘不佳,粉尘浓度高都会影响光电管正常工作,也引起砂带跑偏;应及时更换损坏的配件,改善除尘效果。
2、限位失灵、 砂带两侧均有限位开关,当砂带摆动失灵,往一侧跑偏时,碰限位开关,砂带松开,主电机自动停止,可有效保护砂带。一旦限位失灵可引起砂带损坏,磨擦机架产生火星,甚至引起火灾。因此限位开关应经常检查动作是否可靠。
3、砂带起皱、砂带一旦起皱就无法再使用,一般引起砂带起皱有三种可能:砂辊与张紧辊磨损造成,研磨想、修复辊;砂带受潮发软引发起皱,可采用烘干晒干等办法处理;砂光机长时间不使用砂辊表面生锈粗糙,砂带摆动困难引发起趋,此时应对辊筒除锈或用较细砂纸打磨。
4、砂带断裂、砂带断裂主要由于砂带跑偏,或砂带磨钝没有及时更换,或砂削负荷过大,或砂削过程中遇硬物,或砂带本身质量问题引起。应尽量避免砂带断裂,否则可能引起火灾。当电流发生异常,应观察砂带是否已磨钝,如果是应及时更换。
6、进板跑偏、打滑、反弹、在砂光机的调整中要求把上输送辊反压弹簧调整到三分之二(剩三分之一),上输送辊和下输送辊间隔应比通过的板坯厚度少1.5mm或1mm,否则会引起板坯跑偏或打滑。严重时引起反弹,这可能会伤及人身安全。
7、更换砂带后砂削板尺寸发生变化、砂光机的悬臂在锁紧块松开或锁紧时,位置波动较大,正常应在0.5mm以内。如果太大,当锁紧块锁紧悬臂时,锁紧力的大小差异会使悬臂的重复精度发生差别,引起砂光板尺寸波动,直接影响砂光机砂削精度。当发生悬臂误差太大时(超过0.5mm)应拧开锁紧块固定螺栓适当调整,同时在更换砂带时,锁紧块锁紧力度应一致。
8、空车时下输送辊断续转动或不转、工作时,一般不能观察上述情况,只有在空车时才能发现,原因是传递动力的蜗轮减速中蜗轮部分磨损或全部磨损。虽然不会对工作造成影响,但其他蜗轮会由于工作负荷加重,而缩短寿命,造成更大损失。因此,一旦发现这种情况,应立即更换。
9、主轴承座振动异常。: 正常情况下主轴承座振动很小,有经验的操作员一摸就能判断是否正常,在现场一般没有条件用仪器测量,但可以采用和其他轴承座对比来判断,也可以从砂光板表面优劣来判断。当发生轴承座振动异常时,可以认为有二种原因,一是轴承损坏,只要更换轴承即可,二是接触辊发生磨损,失园,原有动平衡破坏,造成振动异常,这种情况必须拆下砂辊进行维修。
10、主传动皮带打滑、在Q型与M型砂光机中,都采用了高速平皮带。这种传动形式从理论上讲比三角带传动效率高。但在实际使用中,会产生皮带跑偏或打滑现象,这主要是调整不当引起。应严格按照皮带延伸率1.5-2%的要求调整,并且皮带两侧松紧一致。当按要求调整完毕后,应进行试运转,特别是主电机电流突然升高时,观察皮带是否跑偏,如果跑偏,应进行二次调整。
砂光机的特性
1、使用环境粉尘多,设备要应做特殊设计,使之不受影响能稳定的运行。
2、设备精密但使用操作者素质较低,设备操作调节要设计尽量简单直观,操作要培训专门人员。
3、砂带比较容易跑偏,控制砂带系统要稳定、保护砂带与刹车系统要可靠。
4、左右厚度尺寸不均,工作台升降系统稳定。
5、使用时间长但保养比较差,定期加强保养延长使用寿命。


东成
手电钻 J1Z-FF-10A
300W

卡顿
手电钻电池 CT810-1原装锂电池
10.8V

力虎
手电钻 JIZ-LH-13G
720W

东成
冲击钻 Z1C-FF03-26
620W

博世
手电钻 GSB 13RE
600W

博世
冲击钻 GBH2-26E
800W

力诺达
台式切割机 LND811
2180W

博世
冲击钻 GBH2-20S
500W

博世
角磨机、抛光机 GWS6-100E
670W
博世
角磨机、抛光机 GWS20-180
2000W
东成
角磨机、抛光机 S1M-FF-100A
540W
韩川
角磨机、抛光机 9533 SIM-HC-100

肯达
角磨机、抛光机 G608
600W
博世
角磨机、抛光机 GWS14-150C
1400W
日立
角磨机、抛光机
550W
东强
平板砂光机 S1B-FF-93×185
165W




